水導激光設備加工氧化鋯陶瓷時的150MPa高壓水射流有什么特別之處
發布日期:2026-02-26 10:35 ????瀏覽量:
水導激光技術通過150MPa高壓水射流的突破性應用,實現了導光、冷卻與碎屑管理的三重功能協同,為氧化鋯陶瓷加工提供了全新解決方案。本文將深入解析這一壓力值背后的邏輯,揭示其如何平衡導光穩定性、切割效率與材料保護,推動精密制造邁向新高度。
一、導光通道+冷卻機制耦合
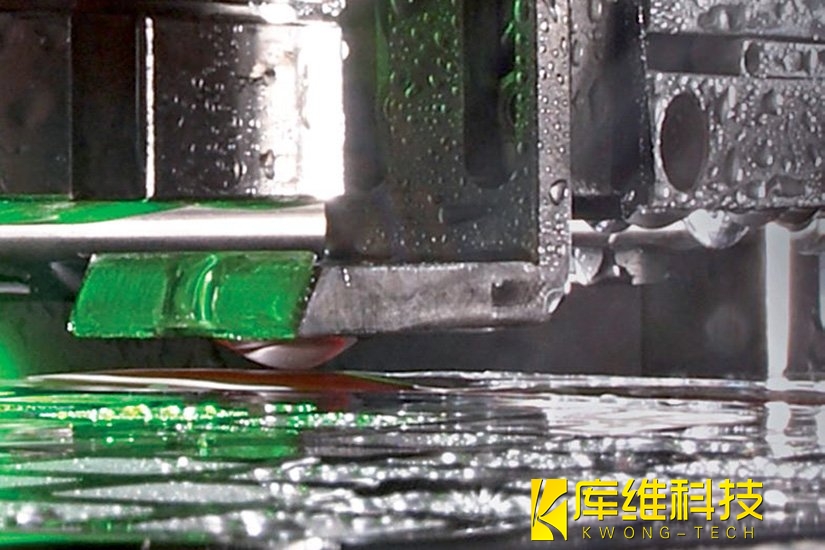
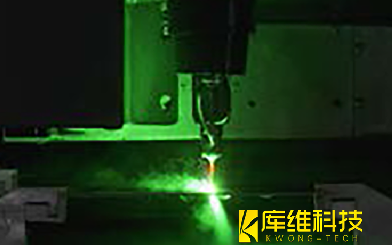
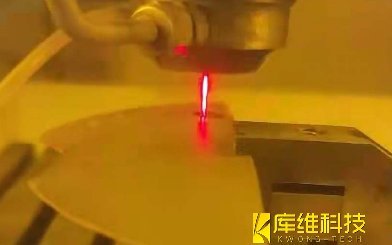
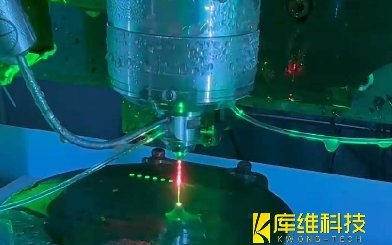
導光功能:150MPa壓力下的水射流直徑僅30-80μm,相當于一根"光纖"。532nm綠光激光通過全內反射原理,在水柱內無損耗傳輸,實現激光能量的精準導向。相較傳統干式激光(光束發散角>5mrad),水導激光的聚焦光斑直徑可穩定控制在36μm以內,特別適用于氧化鋯陶瓷(折射率2.15)的微結構加工。
冷卻功能:800m/s的高壓水流持續沖刷加工區域,將熱影響區(HAZ)寬度控制在<10μm。傳統干式激光加工氧化鋯時,熱影響區(HAZ)>50μm,局部溫度可超1500℃,導致相變和微裂紋;而水射流將溫度瞬間拉低至室溫附近,實現真正的"冷加工"。
|
壓力層級 |
現象與問題 |
水導激光設備KD700的150MPa優勢 |
|
<50MPa |
水射流穩定性差,激光耦合效率低,無法實現全內反射 |
水柱筆直穩定,激光傳輸損耗<5% |
|
50-120MPa |
切割深度有限,碎屑沖刷能力弱 |
深度切割可達20mm+,碎屑瞬間排出 |
|
150MPa(KD700) |
平衡點 |
導光穩定+高效冷卻+強力排屑 |
|
>200MPa |
水柱產生湍流,激光散射嚴重,設備損耗激增 |
避免能量散射,延長噴嘴壽命 |
二、微米級精度控制
150MPa高壓配合30-80μm的微細噴嘴,形成"剛柔并濟"的加工特性:
-
剛性:水射流能量密度高,能切穿莫氏硬度9級的氧化鋯陶瓷
-
柔性:水流無機械應力,徹底避免傳統CNC加工的崩邊問題
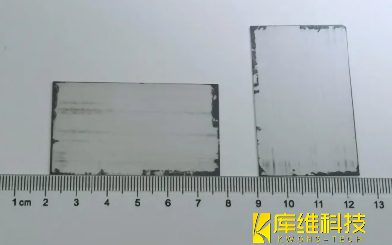
實測數據:在3mm厚氧化鋯上加工深寬比18:1的微槽,表面粗糙度Ra<10nm,崩邊率從傳統工藝的15%降至0.5%以下,邊緣垂直度誤差<1°。
三、碎屑管理改進
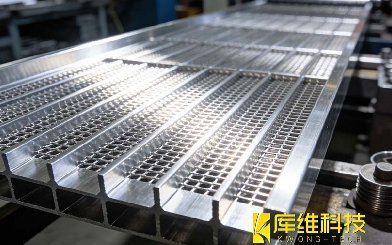
傳統激光加工的碎屑會沉積在加工區,影響后續切割精度并造成二次熱損傷。150MPa高壓水射流的流速高達800m/s,實現瞬間沖走熔融碎屑,避免重熔層殘留;保持切割路徑清潔,無需中途停機清理;適合復雜結構件的連續加工。
這個壓力值不是隨意設定的,它讓水射流既能充當"光纖"傳輸激光,又能作為"液態刀具"精密切割,同時扮演"冷卻劑"的角色——三重功能合一。
相關文章
半導體自動化切割都包含哪些技術?

氧化鋯陶瓷加工崩邊率高?水導激光如何將崩邊率降至0.5%
水導激光加工案例之金剛石散熱片切割
水導激光加工案例之航空7075鋁合金格柵加工
水導激光如何通過“水束光纖”實現精密加工的
水導激光切割技術:金剛石復合材料精密加工的革新力量

水導激光加工中可以控制的技術指標及其相互間的影響
水導激光加工中用到的超純水與普通純凈水有什么區別?

水導激光加工案例之硅齒輪切割:高精度制造的破局者